
Hvorfor gjør Solder Wick Braid Wire avloddingen renere og sikrere?
Artikkelabstrakt
Hvis du noen gang har kjempet mot gjenstridig loddemetall som nekter å rikke seg, sett fluks som spruter over et bord eller løftet en delikat pute mens du prøver å "bare fikse en skjøt", vet du allerede at lodding kan være den mest risikable delen av omarbeiding. Denne veiledningen forklarer hvordanLodde Wick Braid Wirefungerer, hvordan du velger riktig flettetype og -bredde, og hvordan du bruker den uten å overopphete komponenter eller skade spor – spesielt på moderne blyfrie sammenstillinger og puter med fin stigning. Du vil også få praktiske sjekklister, en utvalgstabell, feilsøkingstips og en FAQ du kan referere til når du er under press på benken.
Innholdsfortegnelse
- Hva Lodde Wick Braid Wire er og hva det faktisk løser
- Vanlige smertepunkter ved avlodning og de virkelige årsakene
- Hvordan velge riktig flette for jobben din
- Slik bruker du Loddeveke-flettetråd uten løfteputer
- Utvalgstabell for bredde, fluks og typisk bruk
- Feilsøking og beste praksis
- Hvordan "Good Braid" ser ut i det virkelige liv
- FAQ
Artikkeloversikt
- Forklar prinsippet bak fjerning av flettet kobberlodde.
- Kartlegg vanlige feil (puteløft, svidde brett, rester, langsom etterarbeid) til de grunnleggende årsakene.
- Gi en praktisk kjøps-/utvalgsramme: bredde, vev, fluksstil, emballasje, konsistens.
- Gå gjennom en repeterbar teknikk som minimerer varme og maksimerer kapillærvirkningen.
- Tilby en enkel referansetabell og en "rask redning" feilsøkingsdel.
- Svar på de vanligste spørsmålene kjøpere og teknikere stiller før du velger leverandør.
Hva Lodde Wick Braid Wire er og hva det faktisk løser
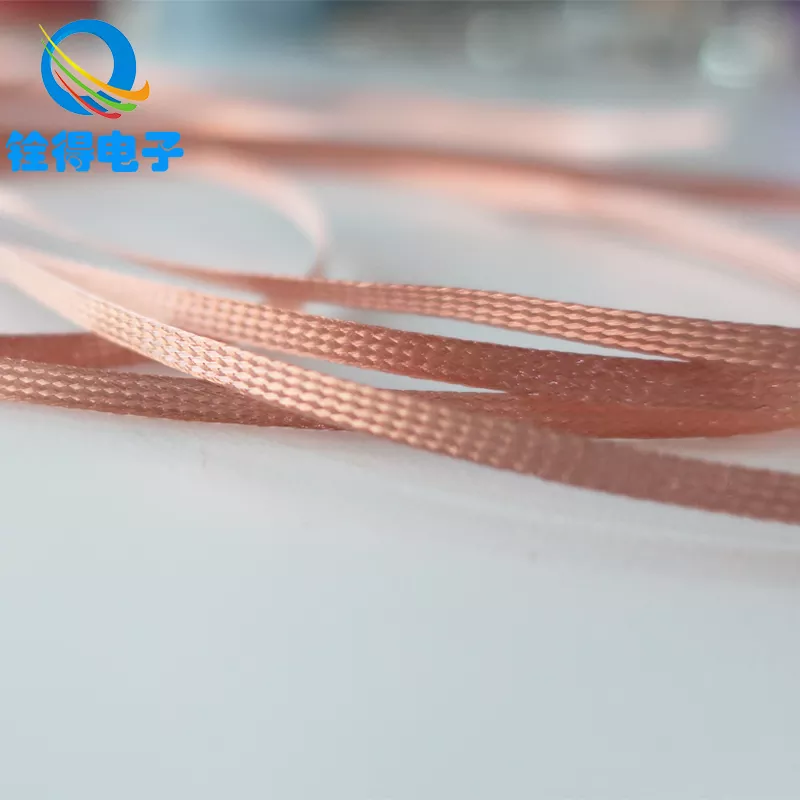
Lodde Wick Braid Wireer en tettvevd kobberflette designet for å trekke smeltet loddemetall vekk fra en skjøt gjennom kapillærvirkning. Tenk på det som en "loddesvamp" som virker i det øyeblikket loddetinn blir flytende: flettets fine kanaler trekker inn loddetinn og låser det der mens det avkjøles. Det høres enkelt ut, men det løser flere reelle benkeproblemer som typiske omarbeidingsverktøy sliter med.
- Renere ledd:Fjerner overflødig loddemasse slik at putene er flate og klare for omlodding.
- Tryggere fjerning av komponenter:Reduserer behovet for å lirke eller vippe deler av brettet.
- Lavere risiko for omarbeiding:Når den brukes riktig, reduserer den varmeeksponeringstiden sammenlignet med "re-melt and hope."
- Bedre kontroll på små puter:Flott for IC-puter med fin stigning, små passiver og delikate spor der suget er for aggressivt.
Nøkkelsetningen er "når den brukes riktig." Mange feil som skyldes flette, er faktisk teknikk- eller valgproblemer: feil bredde, utilstrekkelig fluksaktivitet, for mye trykk, eller la strykejernet stå lenge nok til å koke laminatet.
Vanlige smertepunkter ved avlodning og de virkelige årsakene
Smertepunkt 1: Flettingen "gjør ingenting."
- Stryketemperatur for lav for legeringen (spesielt blyfri).
- Flettingen er for bred eller for tykk for et lite ledd, så varmen overføres dårlig.
- Flux er utarmet eller utilstrekkelig; oksidasjon blokkerer kapillærstrømmen.
Smertepunkt 2: Pads løfter eller sporer av skallet.
- For mye trykk nedover (fletting er ikke sandpapir).
- Oppvarmingstiden er for lang; limet under kobber svekkes.
- Fjerning av flettet før loddetinn stivner helt kan "gripe" puten.
Smertepunkt 3: Klistrete rester eller omarbeiding ser rotete ut.
- Flusskjemi er for aggressiv eller ikke kompatibel med rengjøringsprosessen din.
- Gammel fluss brenner fordi jernet sitter for lenge på ett sted.
- Oppbevaring/håndtering av flette introduserer forurensning (støv, oljer), som forårsaker ujevn fukting.
Smertepunkt 4: Omarbeid er sakte og inkonsekvent på tvers av operatører.
- Operatører "bekjemper fletten" fordi utvalget ikke er standardisert etter putestørrelse.
- Tetthet av flettevev varierer etter batch, og endrer loddeopptaksadferd.
- Dårlig emballasje fører til oksidert kobber, noe som reduserer repeterbarheten.
Hvordan velge riktig flette for jobben din
Å kjøpe flette etter "det som er billigst" er hvor mange lag ender opp med å betale mer – gjennom utklippstavler, omarbeidstid og inkonsekvente resultater. Et praktisk utvalgsrammeverk fokuserer på noen få målbare faktorer:
- Bredde:Tilpass flettebredde til pute/skjøtstørrelse. For bredt kaster bort varme og bremser opptaket; for smal krever gjentatte pasninger.
- Vev og tetthet:En konsistent flettestruktur skaper forutsigbare kapillærkanaler og stabil loddeabsorpsjon.
- Flukstype (eller ufluks):Pre-fluxed flette kan fremskynde arbeidet; unfluxed flette gir maksimal kontroll hvis du bruker din egen fluks.
- Kobberrenhet og oksidasjonskontroll:Renere kobber våter raskere og absorberer loddetinn jevnere.
- Emballasje og oppbevaring:Forseglet, ren emballasje bidrar til å opprettholde ytelsen – spesielt i fuktige miljøer eller miljøer med mye støv.
Hvis arbeidet ditt skifter mellom fin-pitch SMD og gjennomgående hull-koblinger, bør du vurdere å lagre minst to bredder og standardisere hvilken bredde som brukes til hvilken oppgave. Den ene avgjørelsen reduserer operatørvariasjonen mer enn folk flest forventer.
Slik bruker du Loddeveke-flettetråd uten løfteputer
Her er en repeterbar metode som beskytter puter og holder resultatene konsistente – spesielt viktig når du har å gjøre med dyre sammenstillinger eller fine spor.
- Forbered skjøten:Tilsett en liten mengde fersk loddemetall til gjenstridige ledd (ja, legg til loddemetall for å fjerne loddetinn). Frisk legering hjelper varmeoverføring og forbedrer fukting.
- Bruk flux med vilje:Selv med pre-fluxed fletning, kan et lite snev av kompatibel fluks ved skjøten dramatisk forbedre loddeflyten inn i fletten.
- Plasser flette først, deretter stryk:Legg fletten flatt på loddetinn. Sett jernspissen oppå fletten. Dette beskytter puten mot direkte tuppkontakt og sprer varmen jevnere.
- Minimalt trykk, kort opphold:La varme og kapillærvirkning gjøre jobben. Hvis du finner deg selv å trykke hardt, stopp og juster bredde/temperatur/fluks.
- Beveg deg som om du "maler":Når loddetinn begynner å flyte, skyv forsiktig langs flettet med noen få millimeter for å avdekke fersk flette. Ikke dra aggressivt – bare gå jevnt frem etter hvert som fletten lastes opp.
- Løft rett opp når loddetinn er fanget:Fjern jern og flette sammen, og løft deretter rent bort. Hvis loddetinn stivner igjen mens den er festet, må du varme opp en kort stund før du løfter.
- Trim brukt flette:Ikke bruk en mettet del på nytt. Klipp den av; en belastet flette blir en kjøleribbe og kan avsette loddetinn igjen.
Rask sikkerhetsmerknad for delikate plater
- På tynne PCB eller varmefølsomme puter, prioriter kortere kontakttid fremfor brute force temperatur.
- Hvis du ser at puten er misfarging eller at brettet lukter "varmt", har du allerede holdt deg for lenge - ta pause og vurder på nytt.
- For IC-er med fin stigning, vurder å bruke flette primært for pad-utjevning etter fjerning av komponent, ikke som den eneste metoden for fjerning.
Utvalgstabell for bredde, fluks og typisk bruk
Bruk denne tabellen som et praktisk utgangspunkt. Nøyaktige størrelser varierer fra leverandør til leverandør, men logikken forblir den samme: match flettebredden til det fysiske loddeområdet og dine rengjøringsbehov.
| Flettebredde (typisk) | Best for | Foreslått fluksmetode | Vanlig feil |
|---|---|---|---|
| Smal (fin tonehøyde) | SMD pads, små passiver, IC pad opprydding | Lett ekstern fluss eller mild pre-flux | Dra for hardt og feste puter |
| Middels (generell omarbeiding) | Overdeler, middels pads, generell skjøtavretting | Pre-fluxed for hastighet; tilsett flussmiddel hvis det er oksidert | Gjenbruk av mettede fletteseksjoner |
| Bred (høyt volum loddetinn) | Store puter, skjold, koblinger, tunge loddebassenger | Ekstern fluks bidrar ofte til å øke hastigheten på opptaket | Bruk av bred flette på små puter (sakte, risikabelt) |
| Ikke-flytende (hvilken som helst bredde) | Prosesskontrollerte linjer, tilpassede flukskrav | Bruk din godkjente fluks for repeterbar restkontroll | Hopp over fluks helt og skylde på fletten |
Feilsøking og beste praksis
Når resultatene ser feil ut, ikke gjett – diagnostiser. Disse raske kontrollene løser de fleste problemer på under ett minutt.
Hvis loddetinn ikke vil trekke inn i fletten:
- Bytt til en smalere bredde for bedre varmeoverføring.
- Tilsett en liten mengde fluss ved skjøten og prøv igjen.
- Oppdater jerntuppen (rengjør, tin igjen) slik at varmen beveger seg effektivt.
- For blyfritt loddemetall, øk temperaturen beskjedent og forkort oppholdstiden i stedet for å "parkere" spissen.
Hvis putene ser stresset ut eller begynner å løfte:
- Reduser trykket umiddelbart; la fletten sitte flatt.
- Bruk kortere kontaktsykluser: varm opp 1–2 sekunder, løft, revurder, gjenta om nødvendig.
- Løft jern og flette sammen; ikke skrell fletten sidelengs mens loddetinn er klebrig.
Hvis rester er et problem:
- Velg flette med en restprofil som er kompatibel med rengjøringsprosessen din.
- Hold oppholdstiden kort for å forhindre fluksforkulling.
- Oppbevar flette forseglet og håndter med rene hender/hansker for å unngå oljer som baker seg til rester.
Hvordan "Good Braid" ser ut i det virkelige liv

To fletter kan se like ut på et bilde og oppføre seg helt annerledes på benken. Hvis du kjøper til produksjon, reparasjonsverksteder eller en kvalitetskontrollert linje, Vær oppmerksom på egenskapene som påvirker repeterbarheten:
- Konsekvent vev:Ensartet tekstur hjelper loddetinn å flyte jevnt i stedet for å "kanalisere" på tilfeldige steder.
- Stabil ytelse fra rull til rull:Operatører skal ikke trenge å lære teknikk på nytt for hver batch.
- Ren kobberoverflate:Raskere fukting betyr kortere varmetid, noe som direkte reduserer risikoen for skade på puten.
- Praktisk emballasje:En dispenser som forhindrer floker og forurensning sparer tid og reduserer avfall.
Mange kjøpere bryr seg også om leverandørpålitelighet: ledetider, batchsporbarhet og muligheten til å matche flettealternativer til forskjellige omarbeidingsstasjoner. Dongguan Quande Electronics Co., Ltd.fokuserer på flettetrådløsninger bygget for reelle omarbeidingsforhold – der hastighet er viktig, men ikke på bekostning av styret. Enten du trenger en generell flette for daglige reparasjoner eller et mer kontrollert alternativ for standardiserte prosesser, hjelper det å velge en konsekvent leverandør å holde resultatene stabile på tvers av team og skift.
FAQ
Hvordan velger jeg riktig bredde på Solder Wick Braid Wire?
Start med å matche flettebredden til puten eller loddeområdet du vil fjerne. Hvis flettet er bredere enn puten, sprer varmen seg og opptaket bremses. Hvis det er for smalt, trenger du flere pasninger. For mange benker dekker strømpe en smal og en middels bredde det meste av det daglige arbeidet.
Er pre-fluxed flette alltid bedre?
Ikke alltid. Pre-fluxed flette er praktisk og rask, spesielt for reparasjonsoppgaver. Men hvis prosessen krever spesifikk restkontroll eller du har et godkjent flukssystem, unfluxed flette pluss din valgte fluks kan være mer konsekvent. Det "beste" alternativet er det som passer dine rengjørings- og kvalitetskrav.
Hva er den største feilen folk gjør med flette?
Bruk av trykk som erstatning for varmeoverføring. Trykk hardt øker sjansen for padløft og brettskader. Hvis veken går sakte, juster flettebredden, oppdater spissen, legg til et snev av fluks eller revurder temperaturen – prøv deretter igjen med lett kontakt.
Kan flette håndtere blyfri loddemetall?
Ja, men blyfrie legeringer trenger ofte bedre varmeoverføring og renere fuktingsforhold. Bruk fersk fluss ved behov, hold oppholdstiden kort, og velg en flettebredde som passer til skjøten. Hvis du sliter, kan tilsetning av en liten mengde fersk loddemetall forbedre fjerningshastigheten dramatisk.
Hvordan bør jeg oppbevare Solder Wick Braid Wire for at den skal fungere godt?
Hold den forseglet når den ikke er i bruk, unngå fuktig oppbevaring og hindre forurensning fra støv eller oljer. Hvis du merker langsommere fukting over tid, kan bytte til en ny seksjon/rull gjenopprette ytelsen. God emballasje er ikke bare bekvemmelighet – den beskytter flettens overflatetilstand.
Avsluttende tanker
Avlodding skal føles kontrollert, ikke kaotisk. Når du matcher fletten til jobben og holder teknikken skånsom og repeterbar,Lodde Wick Braid Wireblir en av de enkleste måtene å beskytte brett og samtidig forbedre omarbeidingshastigheten og finishkvaliteten. Hvis teamet ditt har å gjøre med inkonsekvente resultater, padskade eller rotete opprydding, er det vanligvis ikke "operatørferdigheter" alene – standardisering av flettevalg og bruk kan utgjøre forskjellen.
Klar for å gjøre omarbeid enklere?
Fortell oss din applikasjon (blyfri eller blyholdig, putestørrelsesområde, rengjøringspreferanser og typiske komponenter), så hjelper vi deg med å velge et flettealternativ som fungerer konsekvent på benken din. Hvis du ønsker stabil kvalitet og praktisk støtte fraDongguan Quande Electronics Co., Ltd., kontakt oss og få en anbefaling tilpasset prosessen din.
Send forespørsel

X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring